数控机床的品种规格很多,分类方法也各不相同。一般可根据功能和结构,按下面4种原则进行分类一、按机床运动的控制轨迹分类。
(1)点位控制的数控机床
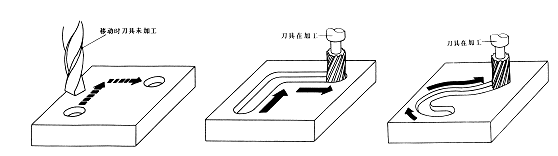
点位控制只要求控制机床的移动部件从一点移动到另一点的准确定位,天富算娱乐业吗?对于点与点之间的运动轨迹的要求并不严格,在移动过程中不进行加工,各坐标轴之间的运动是不相关的。为了实现既快又精确的定位,两点间位移的移动一般先快速移动,然后慢速趋近定位点,以保证定位精度,如下图所示,为点位控制的运动轨迹。
具有点位控制功能的机床主要有数控钻床、数控铣床、数控冲床等。随着数控技术的发展和数控系统价格的降低,单纯用于点位控制的数控系统已不多见。
(2)直线控制数控机床
直线控制数控机床也称为平行控制数控机床,其特点是除了控制点与点之间的准确定位外,还要控制两相关点之间的移动速度和路线(轨迹),但其运动路线只是与机床坐标轴平行移动,也就是说同时控制的坐标轴只有一个(即数控系统内不必有插补运算功能),在移位的过程中刀具能以指定的进给速度进行切削,一般只能加工矩形、台阶形零件。
其有直线控制功能的机床主要有比较简单的数控车床、数控铣床、数控磨床等。这种机床的数控系统也称为直线控制数控系统。同样,单纯用于直线控制的数控机床也不多见。
(3)轮廓控制数控机床
轮廓控制数控机床也称连续控制数控机床,其控制特点是能够对两个或两个以上的运动坐标的位移和速度同时进行控制。
为了满足刀具沿工件轮廓的相对运动轨迹符合工件加工轮廓的要求,必须将各坐标运动的位移控制和速度控制按照规定的比例关系精确地协调起来。
因此在这类控制方式中,就要求数控装置具有插补运算功能。所谓插补就是根据程序输入的基本数据(如直线的终点坐标、圆弧的终点坐标和圆心坐标或半径),通过数控系统内插补运算器的数学处理,把直线或圆弧的形状描述出来,也就是一边计算,一边根据计算结果向各坐标轴控制器分配脉冲,从而控制各坐标轴的联动位移量与要求的轮廓相符合在运动过程中刀具对工件表面进行连续切削,可以进行各种直线、圆弧、曲线的加工。轮廓控制的加工轨迹。
这类机床主要有数控车床、数控铣床、数控线切割机冰、加工中心等,其相应的数控装置称为轮廓控制数控系统根据它所控制的联动坐标轴数不同,又可以分为下面几种形式
①二轴联动:主要用于数控车床加工旋转曲面或数控铣床加工曲线柱面。
②二轴半联动:主要用于三轴以上机床的控制,其中两根轴可以联动,而另外一根轴可以作周期胜进给。
③三轴联动:一般分为两类,一类就是X/Y/Z三个直线坐标轴联动,比较多的用于数控铣床、加工中心等。另一类是除了同时控制X/Y/Z中两个直线坐标外,还同时控制围绕其中某一直线坐标轴旋转的旋转坐标轴。
如车削加工中心,它除了纵向(Z轴)、横向(X轴)两个直线坐标轴联动外,天富算娱乐业吗?还需同时控制围绕Z轴旋转的主轴(C轴)联动。
④四轴联动:同时控制X/Y/Z三个直线坐标轴与某一旋转坐标轴联动。
⑤五轴联动:除同时控制X/Y/Z三个育线坐标轴联动外。还同时控制围绕这这些直线坐标轴旋转的A、B、C坐标轴中的两个坐标轴,形成同时控制五个轴联动这时刀具可以被定在空间的任意方向。
比如控制刀具同时绕x轴和Y轴两个方向摆动,使得刀具在其切削点上始终保持与被加工的轮廓曲面成法线方向,以保证被加工曲面的光滑性,提高其加工精度和加工效率,减小被加工表面的粗糙度。
二、按伺服控制的方式分类
(1)开环控制数控机床
这类机床的进给伺服驱动是开环的,即没有检测反馈装置,一般它的驱动电动机为步进电机,步进电机的主要特征是控制电路每变换一次指令脉冲信号,电动机就转动一个步距角,并且电动机本身就有自锁能力。
数控系统输出的进给指令信号通过脉冲分配器来控制驱动电路,它以变换脉冲的个数来控制坐标位移量,以变换脉冲的频率来控制位移速度,以变换脉冲的分配顺序来控制位移的方向。
因此这种控制方式的特点是控制方便、结构简单、价格便宜。数控系统发出的指令信号流是单向的,所以不存在控制系统的稳定性问题,但由于机械传动的误差不经过反馈校正,故位移精度不高。
早期的数控机床均采用这种控制方式,只是故障率比较高,目前由于驱动电路的改进,使其仍得到了较多的应用。尤其是在我国,一般经济型数控系统和旧设备的数控改造多采用这种控制方式。另外,这种控制方式可以配置单片机或单板机作为数控装置,使得整个系统的价格降低。
